Número Browse:0 Autor:editor do site Publicar Time: 2022-09-26 Origem:alimentado








A fibra básica de poliéster (PSF) é feita diretamente a partir de PTA e MEG ou lascas de estimação ou de resíduos de animais de estimação/poliéster e garrafas de animais de estimação pós -consumidas ,. Para a máquina de produção de fibra básica de poliéster, a única diferente é a máquina de processamento de matéria -prima. A fibra virgem será usada no PTA e reciclado será usado PET. Agora usaremos os flocos de animais de estimação como matérias -primas para ilustrar como produzir fibras básicas de poliéster como abaixo:
Toda a linha de produção pode ser dividida em duas partes, a linha de fiação e a linha de acabamento.
Existem cinco etapas que precisam ser feitas na linha de fiação.

Seco
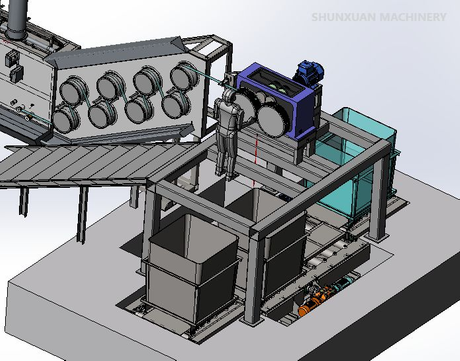
Os flocos de P et , material de milho pop, caroço serão secos pelo secador de vácuo (No.1) ou secador contínuo com temperatura fixa, . o ar é supra por bomba de vácuo e o floco é seco no estado de vácuo.

Fusão
Os flocos de frascos de estimação são alimentados na extrusora de parafuso (No.3) pelo significado de derretido, mistura e filtragem (nº 4) da tremonha após ser aquecida e seca, o animal derretido passará pelo filtro para remover a impureza, como o PVC e outros materiais, a fusão de spin e a mesma pressão que se refere a uma mesma pressão que se mata.
Extinção
O derretimento se torna pequeno fluxo após ser extrudado a partir de micro-buracos de spinneret e é resfriado e solidificado pelo fluxo de ar após a passagem por uma extinção de baixo amortecimento (nº 7). O fluxo de fusão pulverizado do spinneret se torna monofilamento de forma de plástico em muito curto tempo e a estrutura é alterada. Essa mudança é influenciada principalmente pela uniformidade da velocidade do fluxo de ar da extinção. Temperatura e velocidade do ar, controle da lacuna de sopro de ar e fluxo de ar está constante sob alta velocidade, afetam o fator direto da qualidade do fio. Portanto, requer fluxo de ar da têmpera com estabilidade, uniformidade e ajuste.

The cooled and solidified filaments are oiled and damped by oiling device (No. 9) to increase the cohesion of the yarn, to improve the antistatic property of the yarn, to reduce the friction between the yarn and the yarn, and also to reduce the friction between the yarn and equipment, and to improve the after-treatment property of the yarn,After passing through winder, the yarn from every position is guided by godet roller to the end of take up unit and is Entrou em rolos de remoção (No.10), depois é alimentado em reboque por rolos de girassol (No.11). As rodas de escape e girassol de seis rolos são acionadas pelo motor síncrono. A profundidade engajada de dois rolos de girassol é ajustável. Os rolos de remoção e girassol estão com baixa velocidade para a cordas de fios e operação fácil. O sistema de fiação e aceitação é definido com o sistema de comunicação coletiva.

A unidade de travessia de pode (nº 12 e 12a) é impulsionada por motores CA, que percebem o transporte de mudanças de lata vazia, o movimento recíproco da lata de reboque e a entrega da lata de carga. Esta unidade possui dois tipos de controle: manualmente (exceto o movimento alternativo) e automático. Quando o reboque pode atingir um certo peso por configuração de tempo, o contador de tempo de controle programável transmite um sinal e, em seguida, o mecanismo de recíproco move automaticamente a lata carregada para o centro da unidade e a entrega de movimentos de mecanismo carregada pode sair, enquanto isso, para se mover em lata vazia para a coleta contínua de reboque. Em seguida, o reboque será equilibrado e enviado ao processo de pós-tratamento.

A segunda parte é a linha de finalização, geralmente há cinco etapas.

Stand Creel
O cesto de reboque é organizado para 4 linhas, nas quais duas fileiras são colocadas no uso e as outras duas linhas estão se preparando. Os tows do Creel de reboque são divididos em 3 nos. folhas para desenhar. O cabo de reboque vem do creel é guiado em primeiro lugar pela estrutura da guia de reboque e passada pelo banho de mergulho para dividir os lençóis de reboque uniformemente com certa largura e espessura, e garantir mais acabamento em reboque e iniciar o processo de desenho.
Esticador
A linha usa tecnologia de desenho de 2 estágios. O primeiro estágio de desenho realiza entre a primeira maca e a segunda maca. A temperatura do banho de empate é de cerca de 60 ℃ ~ 80 ℃. A proporção de rascunho do primeiro estágio de desenho é concluída em 80% ~ 85%. O segundo estágio de desenho carrega no baú da caixa de vapor entre a segunda maca e a terceira maca. A proporção de rascunho do segundo estágio de desenho é concluída de 15%a 20%.

Depois de resfriado e oleado, os lençóis de reboque são enviados para o empilhador de reboque, 2 ou 3 lençóis de reboque são empilhados em 1 lençol de reboque. O ângulo de inclinação dos rolos de empilhamento é ajustável para alcançar o processo de empilhamento. A largura da folha de reboque e a qualidade do empilhamento são importantes para a crimpagem. Após o empilhamento, a folha de reboque é enviada para o crimper através do rolo de controle de tensão e caixa de pré-aquecimento a vapor. A folha de reboque é frisada através do aperto para garantir o bom desempenho da fibra em processo posterior.

Após o crime, os tows se espalharam para o tipo de placa em cadeia que transportava o secador relaxante. As tortas são secas uniformemente, soprando de ar forçado, a forma é finalizada aqui e depois resfriada abaixo da temperatura do vidro.

Após o relaxador, as arestas são arrastadas para o piso superior para cortar por suporte de tensão, o que também garante os tows sob uniformidade de tensão para alimentar o cortador na direção tangencial do bobina de corte. Os tows são cortados no comprimento de fixação do grampo, adotando o corte da imprensa. Após o corte, as fibras cortadas entram na câmara de enfardadeira em gravidade ou através do transportador para enfardamento, e então o fardo está ponderando, enfarquecendo manual e marcação e depois enviado para o armazenamento pelo levantador do garfo.